在汽车零配件组装生产线上,视觉检测系统已经是不可或缺的重要组成部分。自动化装配线具有批量生产,各道工序之间依赖性强,精度、稳定性要求高的特点。因此,生产环境、被测对象的特征、可以预计及不可预计的偶然因素在很大程度上影响了视觉系统的设计方案,需要仔细分析和检验测量算法的合理性和精确性。
在实际设计过程中,一方面生产部门会提出标准产品允许的误差范围,另一方面视觉系统有自身可以达到的精度水平。只有当视觉系统所能达到的精度水平高于标准产品的精度要求时,视觉检测才是有效的。本文将以弹簧组件的尺寸检测为例,研究分析视觉检测中的精度问题,并提出相应的快盈lV入口500万。

背景
1、系统描述
视觉系统用于检测弹簧组件的组装质量。整个检测过程使用双摄像镜头,成90°夹角设置于两侧。当弹簧组件运动到镜头前,镜头从两个方向同时采集图像,经专用视觉软件计算得出测量数据,在LCD显示屏上显示产品质量状况为OK或NG,并给出各个参数的测量值。如果质量为OK,继续执行之后的工序;如果为NG,工作站将报警并暂停工作等待处理
2、系统功能
视觉系统对各产品类型的主辅两种弹簧组件的加工尺寸和组装质量进行实时监控。主要指标包括:弹簧的外径、活塞的外径以及同心度的测量。严格将各个指标控制在质量要求的误差范围内,综合评定产品质量的好坏,以达到质量控制的功能。
视觉检测系统设计
1搭建视觉检测系统通常包括以下步骤
●搭建光学系统,获取质量良好的图像。图像要能够突出被测对象的特征,方便对象提取,这是决定系统设计成败的先决条件。
●图像预处理。过滤图像噪声,通过二值化、边缘锐化等图像处理算法提取对象特征。
●位置调整和定标。定位感兴区域并进行像素单位到毫米单位的转换。
●检测算法设计。针对具体应用设计外观尺寸测量、字符读取、二维码读取等检测算法,对特殊应用场合编程设计软件扩展模块。
快盈lV入口500万
●系统测试。对于大批量检测任务,需要对系统的稳定性和精度进行试生产测试。分析误判、漏判等异常状况,改进前述步骤,统计视觉检测的成功率,直至满足生产要求为止。
2光源、镜头选取及成像效果
快盈lV入口500万
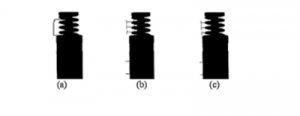
由于被测量是弹簧组件的外观尺寸,所以采用LED背光源可以有效地突出被测物体的边缘。另外,考虑到镜头、物体和光源组成的光学系统的安装位置受机器上的预留空间限制,因此采用12mm焦距的标准镜头。被测物体最大长度在100mm左右,即要求取景视野要大于100mm,物距大致在200mm附近。调小光圈,抑制金属表面的反光,微调镜头、物体和光源的相对距离,可以得到物体边缘清晰的图像。
3图像预处理
对于外观尺寸检测,边缘的清晰程度直接影响检测的精度。为此该系统中采用3×3的边缘锐化模板处理原始图像。
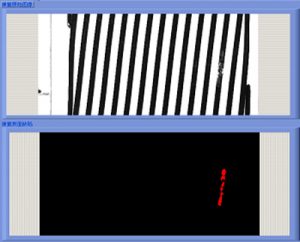
4位置调整和定标
由于每件产品出现在镜头前的位置会有微小变化,经镜头放大后被测物可能偏出预设的ROI,所以需要相应调整ROI的位置。首先在图像中找到特征明显且稳定的一部分,如弹簧中部的3个螺纹,然后根据该部分的位置调整其他ROI的位置。下图显示了调整后的效果。
快盈lV入口500万如果您的工业生产线中,可能需要用得上机器视觉检测方面的技术,那么不妨和我们盈泰德科技聊聊,我们会先根据你的需求分析,从一个专业的角度来给一个合适你的方案,然后再听取你的意见,即使没达成合作,我们也希望能多认识个朋友。
 微信在线咨询
微信在线咨询